La pénurie de bois naturel pour la production de meubles bon marché a conduit à l'émergence de panneaux de particules de bois au milieu du siècle dernier. Ce type de bois relativement bon marché est connu de tous les propriétaires aujourd'hui.
Les pays européens des années 40 du siècle dernier utilisaient du contreplaqué et du bois pour fabriquer des meubles, mais confrontés à une hausse des prix et à un approvisionnement insuffisant de ces matériaux dans leurs usines. L'ingénieur allemand Max Himmelheber a travaillé pendant plusieurs années pour créer un matériau composite durable et abordable. Selon la technologie développée par lui, la sciure et les résines phénoliques ont été utilisées pour créer des panneaux de particules.
GOST 10632 89 régule la teneur en formaldéhyde libre dans 100 g. plaques de panneaux de particules de classe E1 - jusqu'à 10 mg, classe E2 - jusqu'à 30 mg.
La production se déroule en plusieurs étapes:
- production de sciure;
- tri et séchage des matières premières;
- connexion de puces avec de la colle;
- formation de tapis;
- pressage à chaud de plaques;
- refroidissement;
- broyage et coupe;
- emballage.
- Obtenir des jetons
Pour la sciure, utilisez tous les déchets de bois. Le bois non commercial est débarrassé de l'écorce, coupé en sections d'un mètre de long et placé dans une piscine d'hydrotraitement. Les copeaux dans les machines sont coupés parallèlement aux fibres de bois à partir de sections d'un demi-mètre. Plus de la moitié du panneau de particules est constitué de gros copeaux, le milieu de trois couches en est formé. Les couches externes sont composées de copeaux de qualité plus fine et plus fine. Les copeaux coupés en tranches entrent dans des moulins spéciaux, où ils se fendent en largeur avec des marteaux et deviennent plus lisses.
- Séchage
La sciure provenant des entreprises de menuiserie provient également de silos spéciaux pour la collecte des copeaux. Pour le séchage, les copeaux entrent dans l'unité par le convoyeur, où ils sont mélangés et soufflés à l'air chaud. Les grosses particules sont séparées de la normale et renvoyées au broyeur.
- Formation de tapis de copeaux et de colle
Les copeaux secs sont dosés dans le mélangeur, et l'adhésif - résine synthétique - y est également introduit. Pour coller la puce uniformément, elle est pulvérisée avec de l'air comprimé. Les copeaux enduits de colle sont placés sur un convoyeur vibrant.
- Pressage et refroidissement
Le tapis est formé sur quatre presses à froid:
- la couche inférieure du tapis est formée dans le premier;
- les deuxième et troisième presses forment une deuxième couche de copeaux grossiers;
- dans la quatrième presse, une troisième couche externe du tapis est formée.
Ensuite, le tapis de trois couches tombe sur la presse à sceller, l'épaisseur du composite est réduite de trois. Le tapis chauffé et humidifié est placé sous une presse à chaud. La température dans la chambre est de 150 degrés Celsius et la pression est de 20 kg par centimètre carré de tapis.
L'humidité, qui s'évapore rapidement sous pression, forme un regain de vapeur. La vapeur pénètre dans chaque couche du tapis, réduisant son exposition à la presse.
À la fin du processus de pressage, la plaque chauffante est refroidie par un courant d'air froid. La plaque finie est polie.
Laminé par un panneau de particules (LDSP)
Grâce à la stratification, la plaque reçoit une doublure et n'a pas besoin de décoration supplémentaire. Le processus de laminage n'est pas simple et comprend plusieurs étapes:
- préparation des surfaces et du papier;
- créer des packages;
- laminage sous presse.
Formation
La surface polie de la plaque est de nouveau enduite et poncée. Pour le laminage, du sulfate, du sulfite et du papier de finition sont utilisés. Il peut être monophonique ou imiter la surface d'un arbre. La méthode d'impression en creux vous permet d'obtenir un motif en trois couleurs. Avant plastification, le papier est imprégné de résines sur des machines spéciales. Les résines sont absorbées dans le papier, éliminant complètement l'air de sa surface. Dans un premier temps, un liquide visqueux recouvre un côté du papier, de l'air sort de l'autre côté, puis le papier est complètement immergé dans la substance résineuse. Le papier imprégné de résine est séché dans une chambre de convection.
Création de packages
Avant le chargement dans la presse, un emballage des couches suivantes est formé:
- feuille d'aggloméré;
- base de papier sous forme de grandes feuilles des deux côtés de la feuille;
- les couches décoratives et de finition sont posées uniquement sur la face avant de la feuille;
- feuilles de métal.
Plusieurs paquets sont chargés dans l'unité de plastification, des joints en amiante sont posés entre eux.
Stratification de panneaux de particules sous presse
Les plaques en paquets sont placées sous une presse hydraulique, où pendant 15 minutes, elles sont exposées à une température de 135 à 210 degrés Celsius, et la pression dans l'installation est de 25 à 28 MPa.
La stratification dans différentes entreprises est réalisée à l'aide de deux technologies:
- en utilisant de la vapeur d'eau;
- sans vapeur.
Termine le processus de refroidissement, d'emballage, de stockage.
Autres méthodes de revêtement
La mise en cache est la même stratification, mais elle est plus facile et plus rapide. La surface de la plaque est recouverte de colle, du papier imprégné de résines est posé dessus, il est nivelé par des rouleaux. Après cela, le poêle passe sous une presse froide ou chaude.
La surface des panneaux de particules est recouverte de films PVC, mais un tel revêtement est plus sensible aux dommages mécaniques. Un autre type de revêtement est le revêtement de placage naturel, le processus est similaire à la stratification.
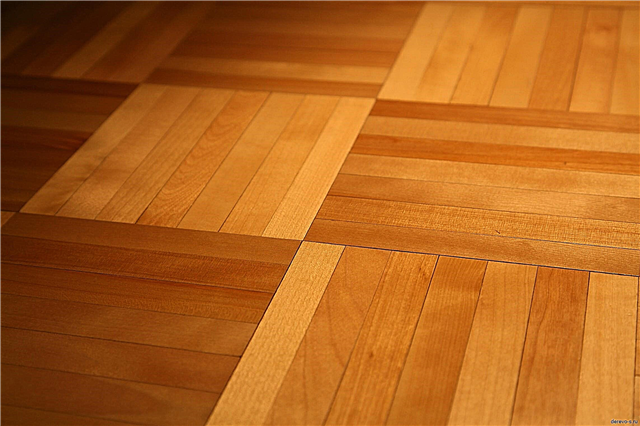
Tous les panneaux d'aggloméré semblent identiques, mais ils sont divisés en types et qualités, ils peuvent être résistants au feu et à l'eau. Les plaques sont relativement peu coûteuses, ont une surface lisse et sont durables: elles ne sèchent pas et ne se tordent pas, elles sont donc un matériau universel pour la production de meubles.
Matériel vidéo «Production de panneaux de particules pour meubles»: